

02 Sep Titane : les meilleures pratiques de soudage TIG
Titane : les meilleures pratiques de soudage TIG (GTAW) – Par Miller® en ligne.
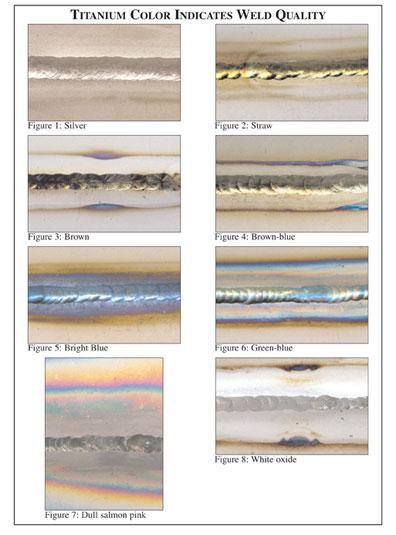
De jolies couleurs conviennent bien à la joaillerie en titane . Cependant, une couleur bleue, violette, verte, grise ou blanche est le signe d’une contamination par l’atmosphère lors de la soudure à l’arc sous gaz inerte de pièces en titane .
Dans des applications critiques, des soudures présentant de telles couleurs peuvent être moins résistantes et moins ductiles, et peuvent (ou doivent) être refusées.
Les fabricants doivent à leurs clients, et se doivent à eux-mêmes, de produire des soudures conformes aux normes et codes, comme celles définies dans le AWS D1.9,Structural Welding Code—Titanium, ou celles décrites dans leurs propres documents.
Cet article donne des éléments d’information sur le titane , sur la soudure à l’arc en gaz inerte (TIG ou GTAW ), insiste sur les bonnes pratiques et met en évidence les erreurs les plus fréquentes.
Il est écrit en ayant à l’esprit surtout les petites entreprises, car ce sont elles qui réalisent la plus grande partie des soudures TIG.
Le titane
Le titane et ses alliages offrent une excellente résistance aux acides, aux chlorures et au sel, ajoutée à une large gamme de température d’utilisation, depuis la température de l’azote liquide (-196° C) jusqu’à environ 600° C et au plus élevé rapport résistance/poids de tous les métaux.
Par exemple, la nuance d’alliage de titane la plus utilisée, la nuance ASTM Grade 5 (Ti-6Al-4V) a une limite d’élasticité de 8400 kg/cm² (824 MPa) et une masse volumique de 4,60 g/cm3 environ.
Par comparaison, l’acier ASTM A 36 a une limite d’élasticité de 2500 kg/cm² (235 MPa) environ et une masse volumique de 7,90 g/cm3, alors que l’aluminium 6061-T6 a une limite d’élasticité de 2800 kg/cm² et une masse volumique de 2,73 g/cm3.
Pour résumer, le titane est environ 45 pour cent plus léger que l’acier, 60 pour cent plus lourd que l’aluminium, et plus de trois fois plus résilient que chacun d’eux.
Bien que plus cher au départ, le titane diminue le coût en service, grâce à sa grande longévité et à des coûts de maintenance et de réparation réduits, voire, non-existants.
Par exemple, l’US Navy a remplacé les alliages cuivre – nickel par du titane pour les tuyauteries d’alimentation en eau de mer sur ses navires du type LDP-17 San Antonio, car elle espère que le titane tiendra les 40 à 50 ans de la durée de vie du navire.
Outre les applications militaires, d’autres usages courants de ce métal léger, résistant mécaniquement et à la corrosioncomprennent l’aérospatial, la marine, les usines chimiques, des usines de traitement , des unités de production d’électricité, l’extraction du gaz et du pétrole, le médical et le sport.
Gaz de protection indispensable
Le titane appartient à la famille des métaux dits réactifs, ce qui signifie qu’ils ont une affinité particulière pour l’oxygène. A température ordinaire, le titane réagit avec l’oxygène pour former du dioxyde de titane . Cette couche passive le rend résistant à toute action supplémentaire de l’atmosphère environnante, et procure au titane cette fameuse résistance à la corrosion .
Cette couche d’oxyde doit être éliminée avant soudage , car l’oxyde fond à une température très supérieure à la température de fusion du métal, ce qui ferait entrer des particules d’oxyde dans la couche en fusion , créant des discontinuités dommageables pour la bonne qualité de la soudure .
Quand il est chauffé, le titane devient très réactif et se combine facilement avec l’oxygène, l’azote, l’hydrogène et le carboneen formant des oxydes (les fameuses couleurs du titane sont dues en fait à des épaisseurs variables de la couche d’oxyde).
L’absorption interstitielle de ces oxydes fragilise la soudure , et peut rendre la pièce inutilisable.
C’est pourquoi toutes les parties de la zone affectée thermiquement (la ZAT ) doivent être protégées de l’atmosphère jusqu’à ce que la température tombe en dessous de 430° C environ (notez que les avis des experts varient sur cette température, les recommandations allant de 260° C à 540° C environ.
Prendre 430° C comme valeur moyenne raisonnable, à moins que les normes, codes procédures applicables indiquent une autre valeur).Une des plus grandes erreurs lors du soudage du titane est l’absence de vérification des nombreux paramètres qui contribuent à une bonne protection gazeuse avant d’amorcer le premier arc.
Prendre l’habitude de toujours faire une soudure sur une pièce d’essai avant de lancer la vraie opération de soudage .
Pour vérifier que la gaz remplit les conditions de pureté dont vous avez besoin, l’American Welding Society (AWS) recommande d’utiliser des appareils de mesure de cette pureté avant tout soudage .
La pureté du gaz demandée varie selon les applications. Des exigences typiques recommandent que le gaz de protection (dit d’inertage), typiquement, de l’argon, soit pur à au moins 99,995 %, avec au maximum 5 à 20 ppm d’oxygène, et qu’il présente un point de rosée inférieur à -58° C, voir -105° C.
Propreté, propreté, propreté
La contamination provenant d’huile sur vos doigts, de lubrifiants, d’huiles de coupe, de peinture, de poussières et de beaucoup d’autres substances peut induire une fragilisation, ce qui est une cause majeure d’une rupture d’une soudure défectueuse.
Lorsqu’on travaille sur du titane , il faut suivre la règle des trois P : Propreté, Propreté, Propreté !
Maintenez propre la zone de travail, exempte de poussière , débris, à l’abri de mouvements d’air trop importants, qui pourraient interférer avec le gaz d’inertage.
Nettoyez le métal de base, protégez les zones qui ne vont pas être soudées rapidement, nettoyez la baguette de soudure , et mettez des gants en nitrile en manipulant pièces et électrodes.
Conseils pour le soudage
L’ASTM International a référencé 31 qualités (grades) de titane .
Des grades différents permettent de répondre aux exigences variées de propriétés mécaniques, résistance à la corrosion , facilité de mise en œuvre, de fabrication et soudabilité.
Bien que les diverses propriétés de ces grades se recoupent quelque peu le soudage du titane est assez semblable à celui d’autres alliages.Les images ci-dessous et les conseils montrent les bonnes pratiques de base pour le soudage du titane , en complément des informations et conseils déjà donnés ci-dessus.
 Une alimentation TIG standard avec amorçage de l’arc par haute fréquence , un moyen de contrôler l’intensité à distance, une minuterie pour assurer l’inertage après soudure , une intensité d’au moins 250 ampères conviennent parfaitement pour souder du titane . Régler la polarité sur courant continu , électrode négative
|

Les torches TIG peuvent être refroidies à l’eau ou à l’air, selon le matériel choisi ; la plupart des soudures seront de courte durée et avec de faibles intensités. Les torches refroidies à l’eau sont plus petites, plus faciles à manœuvrer, et permettent de souder avec des intensités plus élevées pendant de longues périodes, alors que les torches refroidies à l’air sont moins onéreuses. Notez le support de torche « maison », qui prévient toute chute de la torche sur le sol.

Pour souder du titane , utiliser une électrode à 2% de cérium, de taille appropriée selon l’intensité du courant de soudage : 1/16’’ (1,6mm) ou moins en dessous de 125 ampères ; de 1/16’’ à 3/32’’ (2,4 mm) de 125 à 200 A ; et de 3/32’’ à 1/8’’ (3,2 mm) au-dessus de 200 A. Utilisez un diffuseur à lentille pour répartir le gaz de façon homogène et créer un léger flux et une buse de diffusion de diamètre 1,9 cm à 2,54 cm. Une buse de plus grand diamètre permet de faire une plus longue soudure .

Un traînard de protection gazeuse comme celui-ci permet d’allonger la zone de soudure par rapport à une soudure avec unebuse de diffusion seule. Il est fabriqué comme les capots d’inertage (Voir la vue ci-dessous. Des capots tout prêts sont aussi disponibles sur le marché).Notez que l’électrode est sortie plus que normalement, ce qui n’est admissible que si on utilise des traînards ou des capots de grande dimension, car ils produisent une protection gazeuse sur une grande surface. Normalement, l’électrode devrait sortir juste assez pour assurer une bonne visibilité du joint et un bon accès, ou sur une longueur correspondant à1-1/2 fois son diamètre.

Afin de produire une bonne protection envers et sur la base de la soudure , la plupart des utilisateurs fabriquent leurs propres blocs de protection à partir de feuilles de cuivre poreux et d’acier inox. Le cuivre poreux agit comme une lentille, en répartissant le gaz de façon homogène . Pour assurer un flux de gaz encore plus doux, les blocs sont remplis de laine d’acier inox. Réglez le débit de gaz à 4 ou 5 L/min dans les blocs d’inertage et le traînard . Mettre 5 à 10 L/min pour la torche.

Quand des joints de forme compliquée empêchent d’utiliser des blocs d’inertage standard, les soudeurs fabriquent des barrages ou des chambres d’inertage à partir de feuillards d’acier inox et d’adhésif à base de laine de verre.. Pour assurer une pureté suffisante, une règle pratique est que le gaz inerte doit passer suffisamment longtemps pour remplacer le volume de la chambre 10 fois avant d’entamer le soudage .

Pour des applications très exigeantes, ou si des pièces très complexes doivent être soudées, pensez à une chambre desoudage avec vide d’air. Ce modèle met en œuvre une colonne d’acier avec des boîtes à gants et possède un dôme hémisphérique en Plexiglass, offrant une vue sur l’intérieur. Une fois les pièces chargées, une pompe à vide extrait l’air en peu de temps, et la chambre est alors remplie de gaz inerte pour le soudage .

Cet ensemble de distribution de gaz répartit le gaz inerte vers la torche et les blocs d’inertage en utilisant des voies séparées : notez l’emploi de tuyaux de qualité chirurgicale pour des raisons de qualité . Du fait que la teneur en humidité s’accroît à mesure que la pression dans la bouteille diminue, pensez à remplacer la bouteille quand la pression descend à environ 25 bar.

D’abord, choisir le métal d’apport qui correspond à la qualité du métal de base (voir Tableau ci-dessus). Puis, utiliser un tissu non pelucheux et de l’acétone ou de la méthyléthylcétone (MEK) pour nettoyer la baguette juste avant soudage (après nettoyage, stocker ces deux produits dans un endroit sûr avant de souder ! En outre, bien lire les précautions d’emploi sur l’étiquette). Pour empêcher toute contamination de la baguette ou du métal de base par les produits gras émis naturellement par le corps humain, toujours porter des gants nitrile pour manipuler le titane .
Tableau 1 Métal d’apport recommandé pour alliages de titane
 |
| Base = Alliage de base, Filler = Métal d’apport , CP1 – commercialement pur 1, ELI, = extra-high purity Pour plus d’information, je vous conseille de contacter le service technique Veostalpine Böhler: Pierre Alexandre Legait ou Guy Leduc |



Une lime en carbure – également dédiée au titane – peut aussi être utilisée pour prépare le joint . Notez les gants en nitrile, portés pour éviter toute contamination. Mettre les gants de soudage par-dessus les gants nitrile pour empêcher toute manipulation accidentelle de titane propre avec les mains nues.
Afin de maintenir en place les blocs d’inertage pendant le soudage , pensez à un montage de fixation tel que celui montré ci-dessous. Les orifices dans la table de soudage permettent de fixer les pièces à souder et les blocs d’inertage dans une multitude de positions.


Notez la variété de blocs et de cales en acier inox utilisés pour mettre en place et équilibrer les blocs d’inertage. Les orifices dans la table de soudage facilitent considérablement le positionnement des blocs d’inertage, puisqu’ils permettent de faire passer les tuyauteries de gaz par en-dessous.

Utilisez une brosse en acier inox – dédiée à ce seul usage – pour enlever toute impureté (par exemple, une fine couche d’oxyde) qui peut s’être développée avant de poursuivre le soudage . Si la soudure doit être inspectée visuellement pour des questions de QA/QC, omettre cette étape. Notez que la longueur du bain est de seulement 2,5 cm environ. Des bains de faible longueur minimisent l’apport de chaleur et donnent l’assurance que la bain ne va pas se trouver sans protection d’inertage.

Après extinction de l’arc, maintenir la torche en place de sorte que le flux de gaz d’inertage continue de refroidir la soudure jusqu’à ce que sa température descende en-dessous de 430° C (800° F) environ. La durée de l’inertage après soudage varie en fonction de la masse des pièces soudées, de la taille de la soudure et de l’apport total de chaleur (dans le cas ci-dessus, cette durée a été de 20 secondes).

Afin de garder la température entre passes en-dessous des fatidiques 430° C (800° F), utilisez un thermomètre infra-rouge. En outre, toujours souder avec l’ampérage minimal qui donne encore une fusion complète. Enfin, ne pas avancer trop vite, car c’est une cause majeure de porosité et de soudure défectueuse.

La partie avant et la partie basse de la soudure , qui ont été correctement inertées, ne montrent aucune trace de contamination. Afin de montrer l’importance d’un inertage de toutes les faces d’une soudure , on a volontairement enlevé le bloc d’inertage de la partie arrière de cette soudure , et deux soudures d’environ 1,9 à 2,5 cm ont été effectuées.

La face arrière de la soudure montre une soudure totalement inacceptable. Notez la contamination qui s’accroît progressivement, avec la « poussière de craie » qui correspond à une contamination extrême. La soudure a cassé en profondeur, avec un « tink » parfaitement audible, après refroidissement d’environ 90 secondes. Des soudures avec de telles contaminations ne peuvent pas être réparées : rejeter la pièce entière, ou couper et enlever complètement la partie contaminée.


Tableau 2 – Critères d’acceptation des couleurs
Couleur de la soudure (weld color) Qualité (Quality indication )Argent brillant (Bright Silver)Argent (Silver) Paille légère (light straw)Paille foncée (dark straw)Bronze (bronze)Brun (brown)Violet (Purple)Bleu foncé (dark blue)Bleu léger (light blue) Vert (green)Gris (gray)Blanc (white)
- [*=-1]La décoloration doit être enlevée afin tout nouveau soudage
[*=-1]Dans la soudure et dans la ZAT jusqu’à 7,5 mm au-delà de la soudure
[*=-1]Les décolorations violette, bleue et verte sont inacceptables si de nouveaux soudages sont à effectuer. Les décolorations bleue et verte sont acceptables sur des soudures finies, mais doivent être enlevées pour des traitements ultérieurs.
Note : les décolorations apparaissent avec diverses nuances et tonalités.
Qualités courantes (grades) de titane
Le titane est présenté en quatre classes : commercialement pur (CP, ou non allié), alpha, alpha-bêta et bêta.
Notez que de nombreuses entreprises et beaucoup d’experts considèrent le CP et les alliages alpha comme un seul groupe.
Les termes « alpha » et « bêta » se rapportent à des phases de la structure cristalline du métal à différentes températures.
Des additions d’oxygène, de fer , d’aluminium, de vanadium et d’autres éléments à l’alliage permettent de contrôler précisément la structure du cristal, et donc, les propriétés de l’alliage.Les grades CP les plus courants, selon l’appellation américaine, sont les ASTM Grades 1, 2, 3 et 4. Ils diffèrent par leur teneur en oxygène et fer ; une plus grande teneur en ces éléments accroît la résistance à la traction et diminue la ductilité .
Le Grade 2 est le plus largement utilisé, notamment pour des applications où la résistance à la corrosion est importante.
Les Grades CP ont une bonne ductilité , une bonne résistance aux températures élevées jusqu’à 300° C (572° F) et une excellente soudabilité.
Ils sont moins onéreux que les autres grades d’alliages, mais ont une résistance à la traction relativement faible, telle que 4900 à 6300 kg/cm² pour le Grade 2.Le Grade 5 (Ti-6Al-4V), un alpha-bêta, est le grade le plus utilisé de tous les grades detitane (50 à 70% de toutes les utilisations, selon les sources).
L’addition d’aluminium et de vanadium accroît la résistance à la traction jusqu’à 8400 kg/cm², et la température de service jusqu’à 400° C (752° F), mais elle rend aussi le Grade 5 moins déformable et un peu plus difficile à souder que le Grade 2.
On l’utilise pour des applications en aérospatial, la marine, les centrales électriques et les industries offshore.
Le Grade 23 est semblable au Grade 5, avec une teneur en oxygène réduite, ce qui accroît la ductilité et la résistance à la rupture.
Le Grade 9 est intermédiaire entre les Grades 4 et 5, ce qui fait qu’on en parle parfois sous le terme « half 6-4 ».
Le Grade 9 peut être utilisé à des températures supérieures à celles du Grade 4, présente de 20 à 50% de résistance que les grades commercialement purs inférieurs, et est plus déformable et soudable que le Grade 5.
Remerciements
L’auteur tient à remercier en particulier deux personnes pour leur importante contribution à la rédaction de cet article. Geoff Ekblaw a plus de 40 ans d’expérience (et a eu la patience de poser pour les photos de cet article).
C’est le soudeur senior à Woods Hole Oceanographic Institution (WHOI, www.whoi.edu). Woods Hole Oceanographic Institution est une organisation privée, indépendante, située à Falmouth, Massachussets, dédiée à la recherche marine, à l’engineering et à l’enseignement de haut niveau.
Fondée en 1930 selon une recommandation de la National Academy Sciences, elle a pour mission première de comprendre les océans et leur interaction avec la Terre dans son ensemble, et de transmettre une explication simple du rôle des océans dans le changement global de notre environnement.
WHOI est mondialement connue pour son sous-marin pour grandes profondeurs, l’Alvin. L’Alvin utilise une grande proportion de titane, et est particulièrement célèbre pour son exploration de l’épave du Titanic.Jody Collier est un inspecteur de soudage senior certifié (SCWI), et un instructeur et un développeur au centre de formation/certification de Delta Airlines (Delta Air
Lines Technical Operations Center in Atlanta : Delta TechOps; 866-MRO-Delta or TechSales.Delta@delta.com).
DeltaTechOps est le plus grand centre de maintenance appartenant à une compagnie aérienne, en Amérique du Nord, ayant eu un chiffre d’affaires de plus de $ 312 millions en 2006. Au-delà de la maintenance et du support engineering de la flotte de 440 avions de Delta, Delta TechOps a comme clients plus de 100 compagnies aériennes et de sociétés liées à l’aviation du monde entier, s’étant spécialisée dans les travaux de grande expertise sur des moteurs, des composants, pour la maintenance poussée et en ligne.
Delta TechOps emploie plus de 6500 professionnels de la maintenance, et est une des entreprises de maintenance, réparations et révisions les plus expérimentées dans le monde, depuis plus de sept décennies.
American Welding Society (2007), Structural Welding Code, Titanium (AWS D1.9), https://www.awspubs.com/
Titanium Metals Corporation (1997), Titanium Design and Fabrication Handbook for Industrial Applications,http://www.timet.com/pdfs/ti-handbook.pdf
https://perswww.kuleuven.be/~u0008825/Cursusmateriaal_html/Cursus%20Constructiematerialen%202-Bach/Ti-handbook.pdf
TWI (The World Centre for Materials Joining Technology) and The Titanium Information Group (1999), Welding Titanium, A Designers and Users Handbook, http://www.twi.co.uk/j32k/protected/pdfs/bpweldti.pdf [Visitors must register to download this file]
Donachie, Jr., Matthew (2000), Titanium, A Technical Guide, ASM International,http://asmcommunity.asminternational…rtal/site/asm/Kobelco, http://www.kobelco.co.jp/english/tit…es/details.pdf

Article de Miller en ligne sur: http://www.millerwelds.com/resources…tanium-welding
Traduit le 14 juin 2014 par P.Dubosc.